Автоматизация литья с закладными элементами для производства биопсийных игл
Автоматизация производства — это не всегда про оптимизацию существующей линии. Данный проект — яркий пример того, что уровень технологичности производства на старте может определять вид выпускаемого изделия. В случае с биопсийными иглами компромисс невозможен: либо производственная среда изначально спроектирована под микро-допуски и чистоту, либо продукт попросту не состоится как медицинское изделие. Клиент не располагал детальным видением будущей линии, но озвучил жесткие технические требования к технологическому процессу производства. Нам предстояло перевести эти критические требования на язык технических решений и воплотить в конкретную линию для производства биопсийных игл.
Задача: обеспечить производство технологией литья под давлением с закладными элементами биопсийных игл. Закладные необходимо устанавливать в форму под строгим углом заточки, а также обеспечить контроль и отбраковку по дефектам литья.
Решение инженеров EASTPLAST
Наши специалисты выстроили решение вокруг ТПА с поворотным столом и семейной пресс-формы: оба элемента формуются в едином цикле, что исключает расхождения по усадке и обеспечивает идеальную собираемость. Позиционирование канюли перед впрыском контролируется машинным зрением — это единственный способ гарантировать сохранность просвета под давлением расплава. Финишный оптический контроль замыкает процесс, отбраковывая дефекты без участия человека.
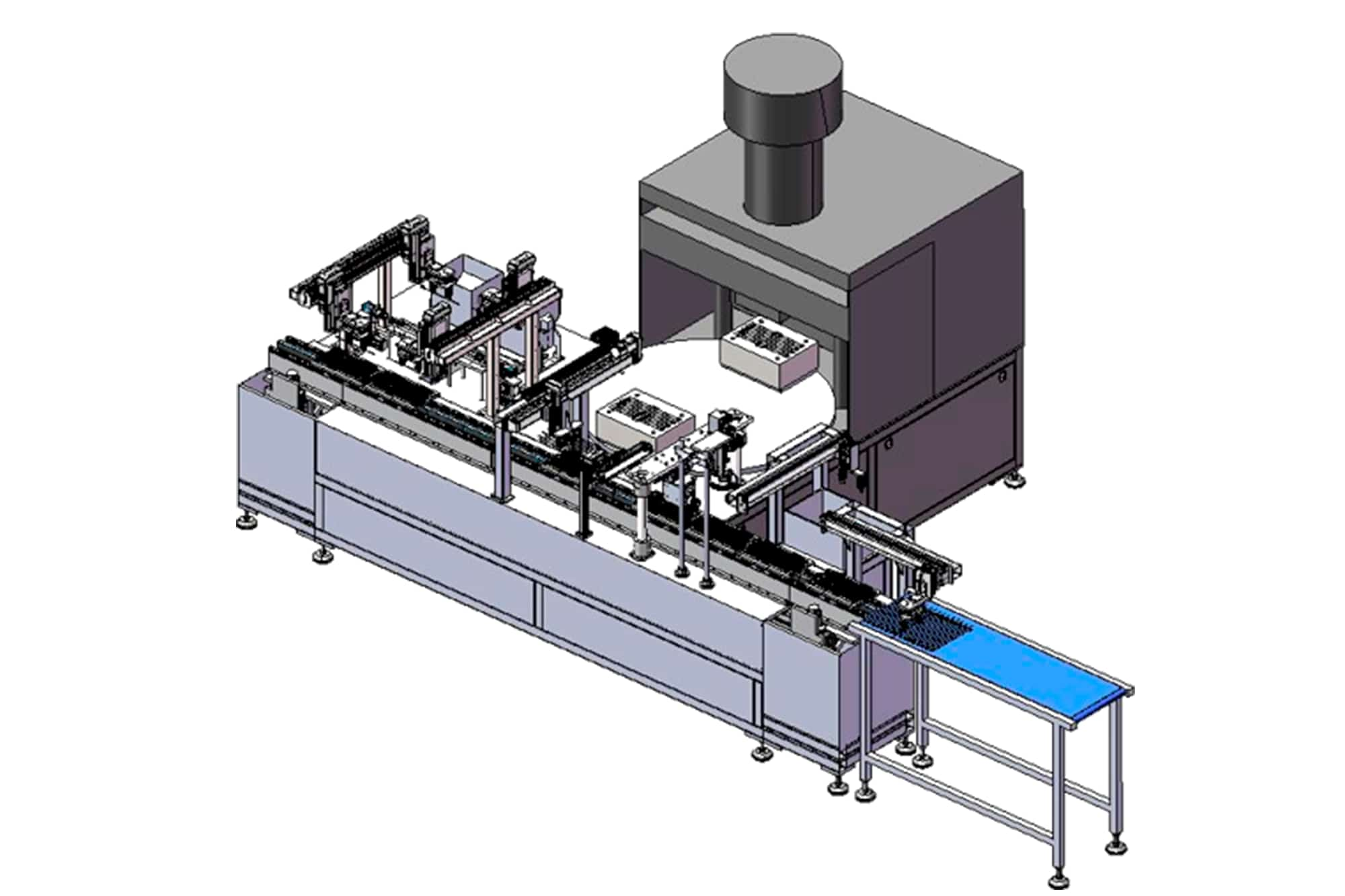
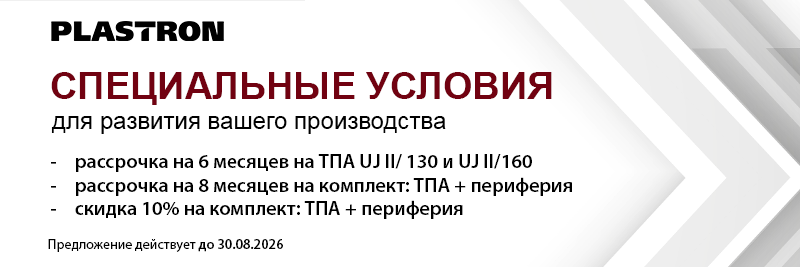
Рисунок 1. Визуализация автоматизированной линии производства биопсийных игл
Установка позиционирования
Подача компонентов организована через раздельные степ-бункеры: каждый тип детали движется по своему каналу, что исключает риск пересортицы на старте. Через паз в подвижном дне детали поштучно выходят в зону захвата, откуда их забирает линейный робот. Ключевой момент автоматизации — ориентация по углу заточки, критичному для функциональности будущей иглы. Робот помещает деталь в поворотный шпиндель, сопряженный с камерой машинного зрения. Шпиндель вращается, пока система сканирует профиль заточки; как только достигнуто расчетное положение, вращение останавливается. После этого робот извлекает сориентированную деталь и передает ее на следующую станцию — дальнейшая обработка идет уже с гарантированной угловой точностью.
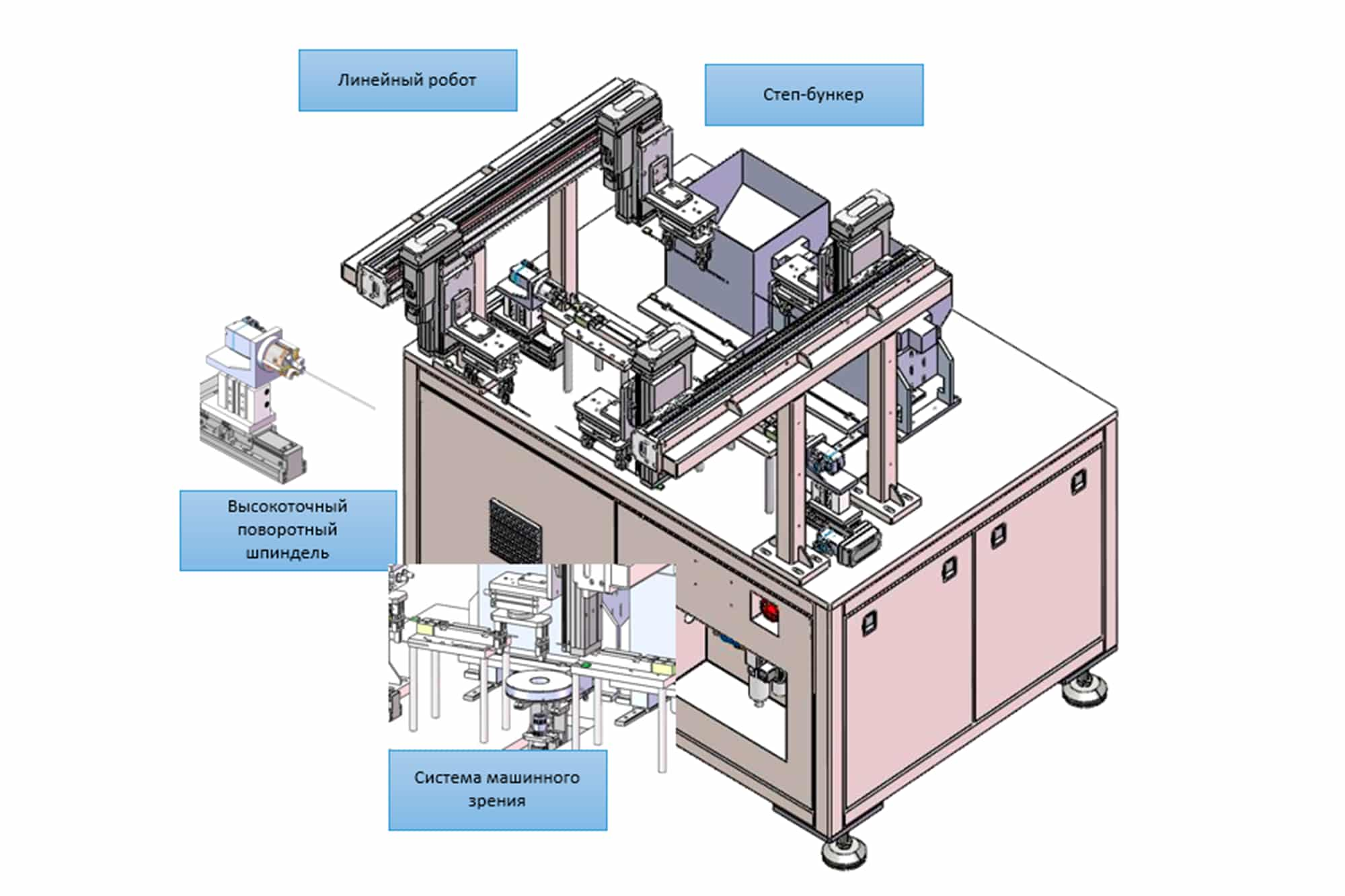
Рисунок 2. Схема расположения оборудования в зоне загрузки и позиционирования закладных элементов
Конвейер с позиционирующими каретками
После ориентации линейный робот переносит детали в каретку, посадочные гнёзда которой зеркально повторяют схему расположения позиций в пресс-форме — это исключает потерю выставленного угла при транспортировке. Каретки циркулируют по замкнутому контуру с лифт-системой: пока одна уходит под загрузку в ТПА, следующая уже принимает новую партию. Решение синхронизирует участок ориентации с циклом литья и обеспечивает непрерывность подачи компонентов.
Рисунок 3. Конвейер с лифт-системой для базированных кареток закладных элементов
Зона литья под давлением
В зоне литья под давлением линейный робот выполняет двойную функцию: извлекает сориентированные компоненты из каретки и укладывает их в матрицу пресс-формы, а после завершения цикла забирает готовые изделия и переносит их на отводящий конвейер. Такое совмещение операций сокращает вспомогательное время цикла и снижает количество оборудования в стерильной зоне. Поворотный стол оснащён системой первичной отбраковки по критическим отклонениям: годная продукция идёт дальше, явный брак отсеивается автоматически.
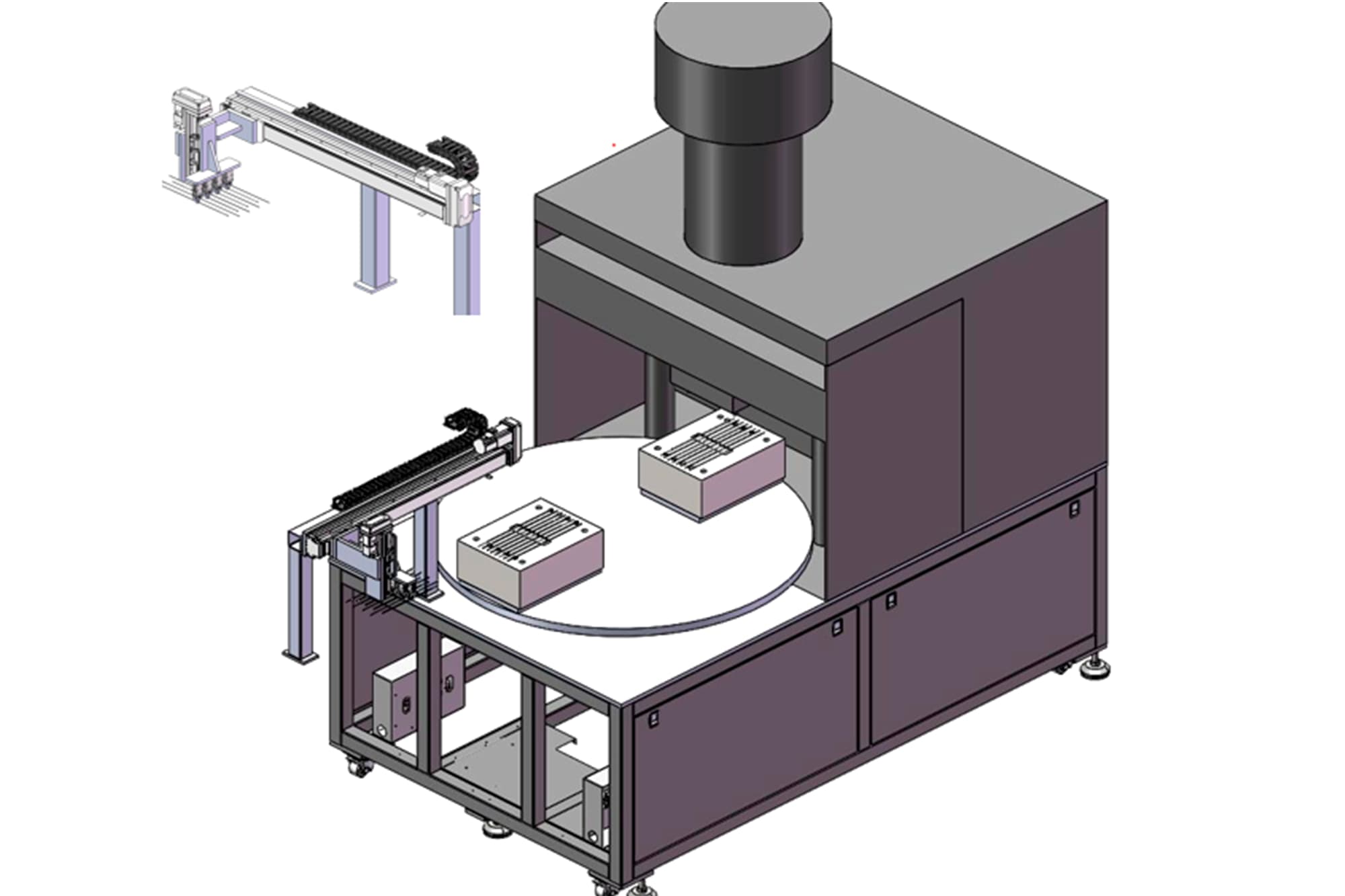
Рисунок 4. ТПА вертикальный с поворотным столом, оснащенный линейным роботом для установки закладных элементов
Контроль, отбраковка и сдача готовой продукции
Завершающий этап автоматизации — финишный контроль и сдача готовой продукции. На отводящем конвейере установлена вторая ступень машинного зрения, которая проводит дополнительную инспекцию на предмет скрытых литьевых дефектов. При обнаружении брака отдельный линейный робот извлекает дефектное изделие и перемещает его в специализированную тару. Годные детали беспрепятственно следуют в зону сдачи. Таким образом, производственный цикл завершается автоматической валидацией каждого экземпляра, а человек появляется только на этапе приёмки уже проверенной продукции.
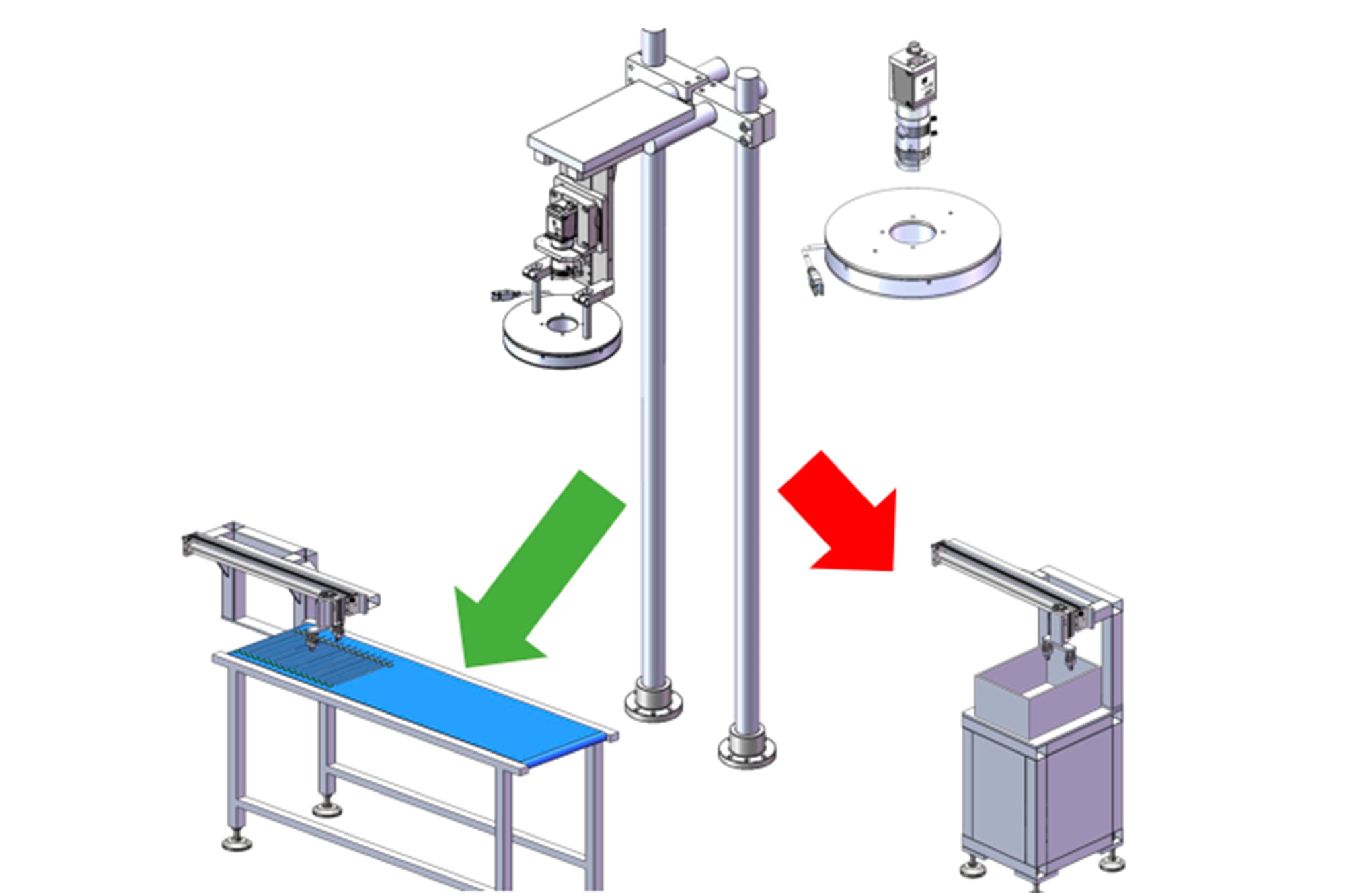
Рисунок 5. Механизм отбрабовки изделий при помощи машинного зрения
В этой линии нет случайных узлов и компромиссных решений — каждая операция продиктована логикой качества и подтверждена нашей многолетней экспертизой в области автоматизации. Инженеры EASTPLAST предусмотрели всё, чтобы заказчик мог сосредоточиться на выпуске продукта, а не на борьбе с технологическими сюрпризами. Именно такой подход отличает интегратора, который не боится браться за задачи с чистого листа.