Автоматизация маркировки бытовой техники

На многих производствах маркировка бытовой техники до сих пор выполняется вручную. Это сопряжено с риском повреждения покрытия, нестабильным позиционированием этикетки и зависимостью результата от квалификации оператора. Кроме того, ручной процесс не позволяет гарантированно привязать маркировку к считанному артикулу изделия. Ниже — проработанный подход к автоматизации этого этапа.
ЗАДАЧА
Разработать технологическое решение для автоматического нанесения маркировки на холодильники в составе производственной линии.
Ключевые требования к процессу:
· Исключить механическое повреждение корпуса и двери холодильника при маркировке.
· Обеспечить точное позиционирование этикетки в заданной зоне двери (с предварительным измерением).
· Реализовать контроль качества маркировки сразу после нанесения.
· Предусмотреть возможность автоматической печати стикера на основе считанного артикула изделия.
РЕШЕНИЕ
В основе подхода — гибкая роботизированная ячейка с элементами машинного зрения и резервированием печатающих узлов.
Все этапы: идентификация, позиционирование, печать, нанесение и контроль — завязаны в единый цифровой цикл.

Робот для автоматического нанесения маркировки
со встроенным машинным зрением.
Как организован процесс:
Холодильник поступает в зону маркировки по конвейерной линии. На входе камера считывает артикул и идентифицирует номенклатуру изделия. Далее:
· Базирующий поршень выравнивает положение холодильника.
· Упор фиксирует его, обеспечивая устойчивость во время маркировки.
· На основе считанного артикула один из принтеров формирует этикетку.
· Робот отделяет этикетку от подложки в специализированной зоне разделения.
· С помощью встроенной камеры робот измеряет расстояние от краев двери и точно ориентирует этикетку.
· Производится нанесение. Клеевая основа автоматически отправляется в зону сбора отходов.
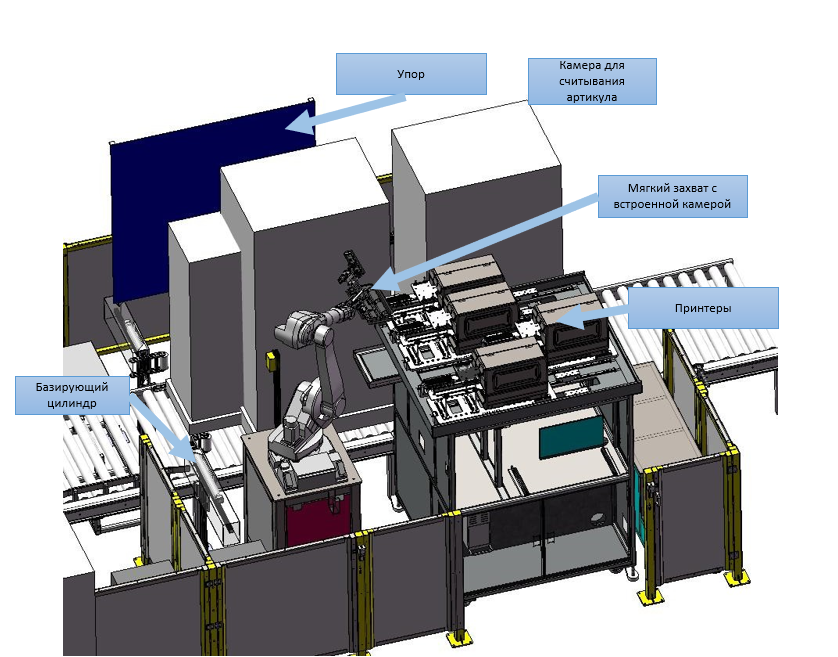
Рисунок 1. Схема автоматизированной производственной линии
Резервирование и гибкость
Система предусматривает резервные принтеры. Это позволяет:
· обеспечивать бесперебойную работу при обслуживании или сбое одного из устройств;
· оперативно переключаться между этикетками разных размеров без остановки процесса.
Результат подхода
Разработанное проектное решение нацелено на:
· Снижение брака и отказов за счет бесконтактного или строго дозированного контакта при нанесении.
· Гарантированное соблюдение требований к расположению маркировки (за счет замера перед нанесением).
· Автоматический контроль качества сразу после операции — минимизация ручных проверок.
· Гибкость под номенклатуру: печать под конкретный артикул без переналадки.