Автоматизация подачи закладных в ТПА челночного типа на производстве гвоздей для теплоизоляции

Отрасль: производство гвоздей для теплоизоляции.
Продукт представляет собой металлический стержень (закладной элемент), на котором на ТПА вертикального типа отливается пластиковая часть изделия. Пресс-форма многогнездная — 12 позиций.
Почему потребовалась автоматизация
Объем впрыска небольшой, поэтому литьевой цикл внутри машины короткий. Но сотрудник, который вручную укладывает 12 гвоздей в форму, физически не успевает встроиться в этот ритм. Ему нужно не просто уложить стержни, а сделать это без смещения относительно каждого гнезда. В результате машина постоянно ждет оператора — а это прямые потери производства.
Ключевая проблема: медленная скорость работы и, как следствие, низкая производительность, стали главным драйвером автоматизации. Робот способен укладывать несколько гнезд одновременно, человек — нет.
Задача осложнялась тремя моментами:
- Тип ТПА — челночный. Это потребовало зеркальной автоматизации относительно центра литьевой машины.
- Пресс-форма клиента перерабатывает разные длины гвоздей при одинаковом диаметре. Это важное ограничение: мы не можем менять форму, но линия подачи закладных обязана работать с разными длинами (как именно обеспечена гибкость — не раскрывается, но условие выполнено).
- Высокая цена формы и риск ее повреждения при смещении закладной требовали абсолютно безаварийного решения.
Какое решение мы предложили
Линия встраивается в существующее расположение оборудования и работает без постоянного присутствия оператора. Архитектура решения включает следующие узлы:
1. Буферную зону и степ-бункер.
Организован накопитель закладных для длительной работы без дозагрузки. Из буфера детали поступают через конвейер в степ-бункер для ориентации.
2. Базирующую каретку.
Детали позиционируются и фиксируются, снимая погрешность с предыдущих этапов.
3. Кобот и систему машинного зрения.
Кобот забирает закладные из каретки и устанавливает в ТПА. Камера машинного зрения контролирует наличие детали и отсутствие смещения в каждом гнезде. При отклонении подача останавливается — повредить форму невозможно.
4. Извлечение готовой продукции.
Робот вынимает изделие, литник автоматически сбрасывается в тару для отходов.
Весь процесс управляется в единым контроллером, синхронизированным с циклом ТПА.
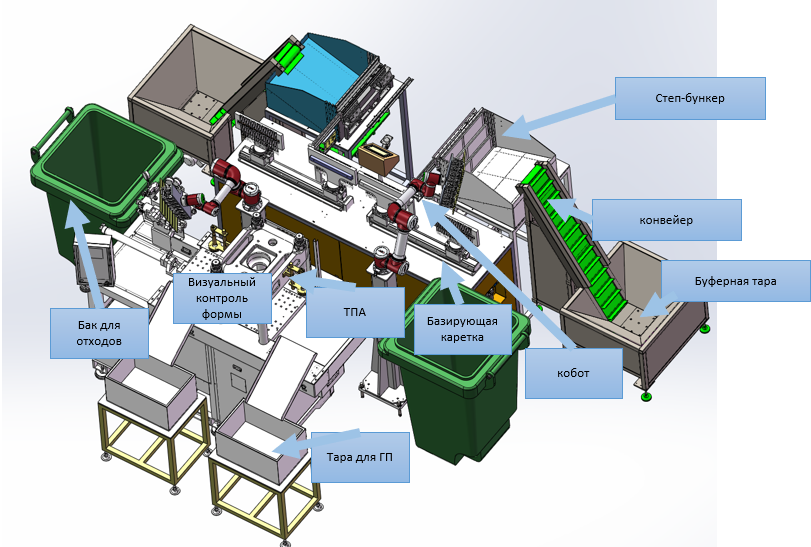
Рисунок 1. Визуализация автоматизированной линии подачи закладных в ТПА
Какой результат дает решение
В техническое решение EASTPLAST заложены следующие эффекты:
- ТПА перестает ждать человека — машина выходит на паспортный цикл;
- линия обрабатывает разные длины гвоздей без переналадки;
- риск повреждения формы сведен к нулю благодаря машинному зрению;
- буферная зона обеспечивает часы автономной работы без дозагрузки.
Если в вашем производстве используется многогнездная форма, короткий цикл литья и закладной элемент в виде стержня (гвоздь, втулка, ось) — описанная архитектура может стать готовой основой для решения. Проблема типична, а готовых проработок с учетом челночных ТПА и разноразмерности закладных на рынке почти нет. Оставьте заявку в форме обратной связи с описанием задачи и мы предложим решение с учетом технических особенности вашей производственной линии.