Новое поколение скорости: обзор термопластавтомата HMD M8-SP6
Линейка высокоскоростного литьевого оборудования HWAMDA пополнилась флагманской новинкой. На крупнейшей международной отраслевой выставке CHINAPLAS в Шанхае состоялся официальный релиз шестого поколения термопластавтоматов — серии HMD M8-SP6. В основу концепции SP6 лег детальный анализ пятилетнего опыта эксплуатации и сервисного обслуживания предыдущих моделей. Инженеры модернизировали ключевые компоненты, сделав конструкцию станка максимально надежной, литье быстрым и энергоэффективным. По сравнению с ТПА предыдущих серий, в машинах шестого поколения существенно увеличена скорость впрыска и сокращено общее время цикла, что обеспечивает значимый рост производительности.
Область применения:
Высокоскоростные термопластавтоматы серии HMD M8-SP6 специально спроектированы для многогнездного литья тонкостенных изделий в автоматическом режиме с минимальным временем цикла. Оборудование ориентировано на высокопроизводительные предприятия в следующих сегментах:

- Упаковка и одноразовая посуда: производство тонкостенной жесткой пищевой тары, контейнеров, крышек, ведер, стаканов и столовых приборов.
- Медицинская промышленность: изготовление одноразовых шприцев, лабораторных пробирок, элементов тест-систем, наконечников для дозаторов и других расходных материалов, требующих максимальной точности литья.
- IML-производство (вплавляемая этикетка): литье контейнеров и упаковки с одновременным нанесением декоративного покрытия с помощью высокоскоростных роботов-манипуляторов.
Технические преимущества серии HMD M8-SP6

1. Механическая часть и узел смыкания
Повышенный ресурс: новая геометрия плит позволила снизить деформацию подвижной плиты на 15% и уменьшить внутреннее напряжение на 10%, что позволило равномерно распределить нагрузку по всей площади плиты, существенно продлевая ресурс узла и защищая пресс-форму от преждевременного износа.
Подвижная плита на узле смыкания. Показано распределение напряжения по всей плите.
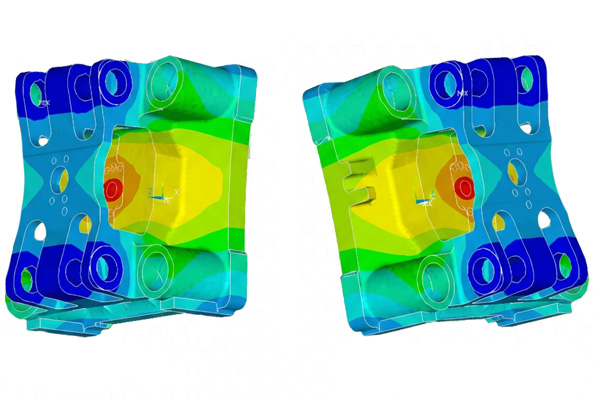
Усиление конструкции колонн: для защиты от критических нагрузок инженеры увеличили диаметр колонн и полностью переработали профиль их резьбовой части. Комплексная модернизация этих элементов сводит к минимуму общий износ узла смыкания в условиях интенсивных циклических нагрузок.
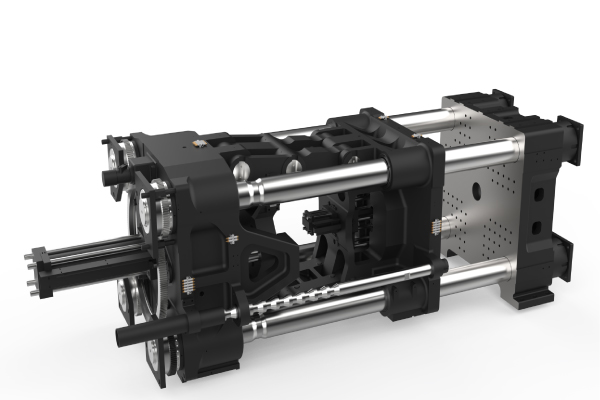
Надежность направляющих: конструктивное исполнение узла унаследовало проверенные временем решения серии SP-V. Стальные и медные втулки изготовлены по технологии добавления самосмазывающихся графитовых структур. Такое решение минимизирует трение, значительно снижает износ элементов и сокращает расход смазочного масла.
Обновление коленно-рычажной системы позволило улучшить ее нагрузочные характеристики на 6–8%, повысив стойкость к высоким усилиям запирания. При этом рабочая скорость движения механизма выросла на 8%, что сокращает общее время «сухого цикла».
Расширенная базовая комплектация: в стандартное оснащение машины включены 2 комплекта запорных клапанов, 8 комплектов клапанов пневматического сброса изделий (пневмосдув) и коллекторы водяного охлаждения пресс-формы на 20+20 каналов. Такой развитый контур периферийных систем полностью покрывает технологические потребности практически всех существующих задач в сфере высокоскоростного тонкостенного литья.
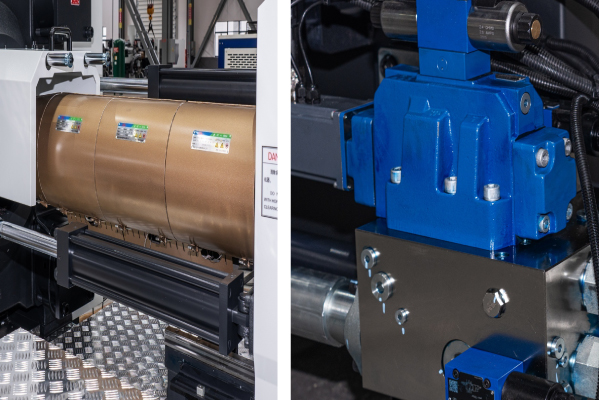
2. Гидравлическая система и контур управления
Модернизированная сервосистема: применение сервомотора с абсолютным энкодером в комплекте со специализированным высокоскоростным насосом обеспечивает сокращение времени отклика, повышение точности позиционирования и оптимизацию энергопотребления. Внедрение указанных компонентов позволило улучшить показатели стабильности гидросистемы на низких рабочих скоростях более чем на 50% относительно базовой сервонасосной системы.
Замкнутый контур управления: вся серия ТПА оснащена пропорциональными клапанами увеличенного размера для прецизионного контроля процессов открытия и закрытия пресс-формы, а также стандартно комплектуется бесконтактной потенциометрической линейкой перемещения.
Исключительная повторяемость: оптимизированный алгоритм управления обеспечивает точность повторного позиционирования — отклонение положения конечной точки при открытии пресс-формы находится в пределах ±0,2 мм, что гарантирует как высокую скорость раскрытия, так и стабильность работы. Движение плит происходит плавно, быстро и без микроударов, что снижает вибрацию и повышает точность работы роботов-манипуляторов и комплексных IML-систем, исключая риск сбоев при извлечении готовой продукции на максимальных скоростях.
Энергоэффективность и масляный контур: улучшенная конструкция системы управления масляным контуром SP6 снижает потери давления на 10%. Благодаря этому общее энергопотребление всей машины снизилось на 5% по сравнению с пятым поколением, что существенно сокращает эксплуатационные расходы.
Надежность гидравлических магистралей: во всех трубопроводах высокого давления применяется бесшовная технология монтажа без использования сварки, а также устанавливаются премиальные армированные шланги. Такая конструкция полностью исключает риск образования трещин, усталостных разрушений в местах соединений или разрыва магистралей из-за гидроударов.
3. Узел впрыска и система нагрева
Высокая скорость впрыска: оптимизация конструкции масляного контура позволила снизить гидравлическое сопротивление на 10%. В сочетании с модернизацией энергосистемы увеличена скорость впрыска на 15%. Высокая динамика процесса определяет равномерное заполнение формообразующих полостей расплавом до начала его кристаллизации, что минимизирует внутренние напряжения в полимере и полностью исключает риск недоливов или появления брака при формовании тонкостенных изделий.
Быстрый отклик: интеграция специализированного низкоинерционного двигателя увеличила скорость отклика гидросистемы на 20%, упрощая формование тонкостенных изделий.
Исключительная стабильность литья: модернизация узла впрыска позволила снизить колебания массы готовых отливок в два раза — с 0,6% (на машинах предыдущей серии SP-V) до рекордных 0,3% на новой серии SP6, обеспечивая максимальную точность дозирования расплава и стабильно высокое качество изделий от цикла к циклу.
Высокая термоэффективность: интеграция современных инфракрасных нагревателей позволила существенно улучшить теплоизоляционные характеристики материального цилиндра и повысить тепловую эффективность процесса пластикации. При этом температура внешней поверхности нагревательного кожуха снизилась более чем на 30% по сравнению с серией SP-V, что значительно сокращает теплопотери, снижает нагрузку на системы кондиционирования цеха и обеспечивает безопасные условия работы для персонала.
4. Система управления

Инновационная архитектура управления: шестое поколение машин имеет совершенно новую архитектуру системы управления. Внедрение полностью цифровой промышленной шины EtherCAT с замкнутым контуром позволило полностью заменить старые аналоговые интерфейсы и исключить влияние наводок и электромагнитных помех. Для глубокой автоматизации производства станок оснащен стандартным интерфейсом MES и поддерживает передовые протоколы связи OPC-UA, MQTT и MODBUS. Также обеспечена полная совместимость с общепринятыми коммуникационными интерфейсами передачи данных, включая RS-485, USB, CANOPEN и EtherCAT, что гарантирует сверхвысокую частоту сбора данных в режиме реального времени и легкую интеграцию ТПА в единую цифровую экосистему предприятия.
Обновление панели управления: интерфейс укомплектован расширенной памятью пресс-форм, рассчитанной на 1000 групп данных с возможностью быстрого поиска сохраненных наборов параметров. Серия SP6 оснащена 15-дюймовым сенсорным TFT-ЖК-экраном высокой четкости. Термопластавтомат поддерживает визуализацию процессов и составление графиков технологических параметров на одной странице интерфейса.
Высокоскоростная шина данных: благодаря высокоточной цифровой передаче данных частота управления движениями выросла в 5 раз. Оптимизированные алгоритмы контроля давления и положения плиты полностью устраняют колебания скорости в сегменте полной нагрузки (отклонения не превышают ±5 об/мин), а стабильность удержания давления выросла на 15%.
Функция предварительного открытия: сразу после фазы впрыска система сбрасывает высокое давление смыкания и выполняет микродвижение плит. В предыдущем поколении этот функционал отсутствовал. Внедрение данной технологии позволяет существенно сократить время раскрытия плит, ускорить отвод тепла и оптимизировать время охлаждения. Кроме того, оптимизация нагрузок значительно улучшает защиту оснастки и продлевает срок службы как самой пресс-формы, так и узлов машины.
Интеллектуальный контроль температуры: усовершенствованный алгоритм управления температурой материального цилиндра сокращает время выхода на рабочий тепловой баланс на 50%, исключая риск деструкции полимера. Разогрев узла до стабильной температуры теперь занимает чуть более 10 минут (против 20–30 минут на прошлых сериях).
Интеллектуальная настройка параметров открытия: операция позволяет упростить настройку параметров открытия формы и регулировку давления. Процесс настройки плавного открытия и смыкания теперь происходит автоматически, экономя время на подбор параметров. Оператору достаточно задать базовые значения (конечное положение плиты, скорость и давление), а система сама скорректирует работу высокоточного пропорционального клапана.
Предустановленные режимы для тонкостенного литья: в систему управления интегрированы готовые сценарии работы клапанов отсечки давления для производства тонкостенных изделий. Интуитивно понятная настройка в «один клик» исключает необходимость сложного ручного программирования, значительно упрощает наладку ТПА и минимизирует влияние человеческого фактора на качество готовой продукции.
Интеллектуальная функция энергопотребления: интерфейс отображает долю расхода электроэнергии на каждом этапе цикла литья. Встроенная программа учета энергии фиксирует как потребление за текущий рабочий цикл, так и общий накопительный итог. Для максимальной точности аудита затрат в систему интегрирован дополнительный аппаратный электросчетчик.
Для получения более подробной информации и индивидуального подбора комплектации обращайтесь по телефону: +7 (495) 772-79-89 или по электронной почте: info@east-plast.ru.