Дефекты литья. Деформация готовой детали.
Деформация готовой детали, изготовленной на термопластавтомате относится к производственным дефектам литья под давлением и представляет собой самопроизвольное изменение пространственной формы пластмассовой детали сразу после извлечения из пресс-формы или по истечении некоторого промежутка времени. Распространено второе название дефекта – коробление. На готовом изделии дефект проявляется в виде волнообразного или винтообразного скручивания плоских поверхностей, заворачивания кромок в ту или иную сторону. Дефект оказывает негативное влияние на экономический сектор производства, так как является серьезным основанием для выбраковки изделия.
Альтернативное название: коробление
Международное название: warpage, deflection, distortion

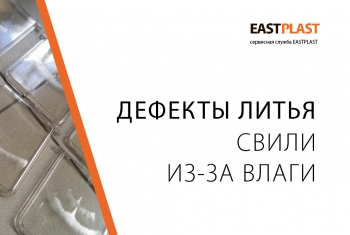
Деформация готового изделия - лотка для кернов геодезических
(архив фотографий Сервисной службы EASTPLAST)
Характерные признаки и физические причины
Появление напряженных молекулярных цепей во внутреннем объеме готового изделия при его остывании является основной причиной дефекта.
В свою очередь застывание молекулярных связей под напряжением может быть вызвано целым рядом факторов. К ним относятся:
- ориентация компонентов наполнителя;
- неравномерная усадка;
- неоднородность охлаждения готового изделия;
- нарушение технологических режимов при производстве в части превышения давления.
|
Особенности материалов и/или технологических процессов, ставшие причиной дефекта |
Методы их устранения |
|
Переуплотнение материала при впрыске или выдержки под давлением |
|
|
Недостаточный нагрев пресс-формы |
Повысить температуру пресс-формы |
| Медленное течение расплава полимера | Поднять скорость впрыска |
| Расплав полимера растекается по форме узким потоком | Модернизировать профиль впрыска |
| Высокая вязкость расплава ввиду низкой температуры | Увеличить температуру расплава |





|
Конструктивные особенности литьевой формы/ термопластавтомата, ставшие причиной дефекта |
Методы их устранения |
|
Неоднородное охлаждение пресс-формы, возникновение «горячих» областей |
Обеспечить однородность охлаждения пресс-формы оптимизацией – изменением конструкции – системы охлаждения |
|
Чрезвычайно большой диапазон толщин в готовом изделии |
Пересмотреть конструкцию с учетом замечания |
| Неравномерное заполнение пресс-формы |
|