Дефекты литья. Образование свободной струи.
Образование свободной струи – производственный дефект пластмассовой детали, изготовленной литьем под давлением. Как правило, дефект скрывается во внутреннем объеме элемента. Но его природа такова, что он может оказать существенное влияние на прочностные свойства готового изделия, вплоть до его выбраковки.
Международное название: jetting, stall
Характерные признаки и физические причины
Дефект возникает во время впрыска разогретого полимера в литьевую форму в зоне выхода литникового канала. Вместо равномерного заполнения внутреннего объема единым фронтом, расплав, находясь под давлением, приобретает форму непрерывного жгута. Внутри литьевой формы он хаотично извивается и продвигается вперед, постепенно заполняя внутренний объем. Соприкасаясь с более холодным воздухом и внутренними стенками формы, полимер струи начинает затвердевать. В результате, последующая порция расплавленного полимера, введенная в литьевую форму, и начинающая твердеть струя не способны образовать единый монолитный объем должной прочности.
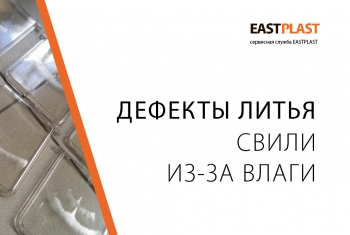
Несмотря на то, что затвердевшая свободная струя скрывается во внутреннем объеме пластмассового изделия, она легко определяется по характерной шероховатости рельефа, а в случае использования прозрачного полимера – по нарушению прозрачности.
Специалисты считают, что условия для формирования свободной струи во время впрыска вызывает комплекс причин:
- Свободное пространство значительного объема в направлении движения струи расплава.
- Незначительное сечение литника способствует формированию непрерывной струи.
- Впрыск полимера производится на высоких скоростях,
- Высокая вязкость расплава.
Основное негативное последствие дефекта – ухудшение прочностных характеристик готовой детали




|
Особенности материалов и/или технологических процессов, ставшие причиной дефекта «образование свободной струи» |
Методы их устранения |
|
Впрыск расплава производится на слишком высокой скорости |
Производить впрыск на более медленной скорости; Использовать поэтапное введение расплава полимера |
|
Быстрое твердение расплава внутри литьевой формы |
Поднять температуру материального цилиндра |
| Недостаточный разогрев литьевой формы | Разогреть форму до более высоких температур и поддерживать нагрев во время впрыска полимера |

Образование свободной струи
(архив фотографий Сервисной службы EASTPLAST)
|
Конструктивные особенности литьевой формы, ставшие причиной дефекта |
Рекомендуемые мероприятия |
|
Недостаточное сечение литниковых каналов |
Подобрать сечение литниковой системы, при этом особое внимание обратить на сечение впускного литника |