Дефекты при литье пластмасс под давлением. Свили краски.
Свили краски – поверхностный дефект полимерных деталей, изготовленных методом литья. Проявляется в виде неравномерно окрашенных полос протяженной длины или плавных цветовых переходов на поверхностях отлитых деталей. В первую очередь, дефект проступает в зоне выхода литниковых каналов и в районе острых изломов формы полимерной детали. Наличие свилей красок на поверхности не влияет на прочность изделия. Главные последствия дефекта – снижение декоративных свойств готовой детали и ее возможная отбраковка.
Альтернативное название: непрокрас, разложение пигмента
Международное название: discoloration, color streaks
Причины появления свилей краски
1. Некачественное (неполное) смешивание красящего пигмента с основным полимером. Такие дефекты при литье пластмасс могут возникать как при работе с порошковыми, так и жидкими красителями.
2а. Превышение допустимых пределов температуры и/или времени нахождения расплава под температурным воздействием может вызвать термальную деструкцию (разрушение) основного полимера и/или красящего пигмента.








2б. Температурную деструкцию может вызвать внутренний разогрев расплава за счет высокого гидравлического сопротивления, например, в районе узких отверстий литниковых форм.
3. Физическая и/или химическая несовместимость красящего пигмента и основного полимера.
Следует отметить, что особенно трудно избавиться от свилей краски при использовании перламутровых красителей или пигментов, характеризующихся несферической формой части
Способы устранения свилей краски
Свойства материалов и особенности технологического процесса, ставшие причиной дефекта |
Мероприятия для устранения дефекта |
|
Неоднородное распределение красящего пигмента в расплаве (состав не обладает достаточной гомогенностью) |
|
|
Недостаточная температура расплава, в результате его высокая вязкость препятствует процессу смешивания компонентов |
|
|
Термальная деструкция компонентов расплава ввиду высокой температуры цилиндра |
Снизить нагрев цилиндра |
|
Критический разогрев расплава и его деструкция из-за высокой скорости впрыска |
Отрегулировать скорость впрыска |
|
Нехватка красящего пигмента для однородного смешивания |
Добавить необходимый объем красящего пигмента |
|
|
Изменить технологию: увеличить процентное содержание цветного суперконцентрата в массе основного полимера и, при необходимости, отрегулировать массовую долю пигмента |
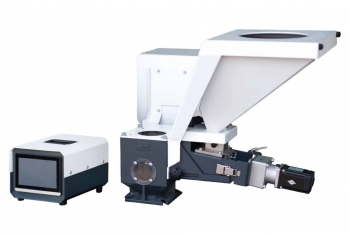
Свили краски на пластиковом коробе.
(архив фотографий Сервисной службы EASTPLAST)
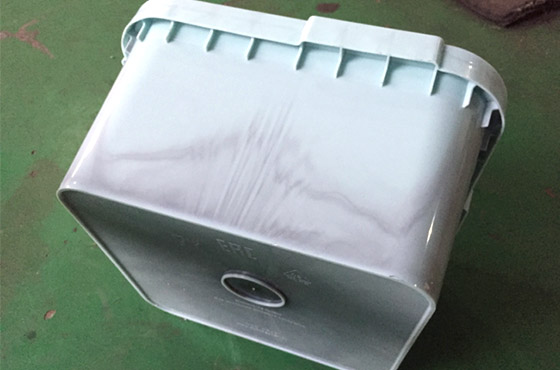
Свили краски на пластиковом коробе.
(архив фотографий Сервисной службы EASTPLAST)
Конструктивные особенности оборудования, ставшие причиной дефекта «свили краски» |
Варианты возможных решений |
|
Недостаточное время пребывания полимера в цилиндре |
Заменить пластикационный цилиндр на модель с большим диаметром и/или соотношением длина/диаметр шнека |
|
Недостаточная компрессия (степень сжатия) в шнеке |
Подобрать шнек с более высокой компрессией |
|
|
|
|
В форме изделия присутствуют линии спая |
Изменить форму, чтобы исключить линии спая или перенести их в малозаметные неответственные участки изделия |
|
|
Упростить (спрямить) русло течения, для этого:
|
|
Зоны «застоя» в пластикационном цилиндре и/или горячих каналах |
Устранить «застойные» зоны |