Дефекты литья. Недолив.
Недолив – неполное заполнение литьевой формы расплавом полимера. Дефект возникает при проведении операций «впрыска» и/или «выдержка под давлением» по целому ряду причин различной природы. К примеру, это может быть как неудачно подобранный полимерный материал или несовершенство технологического процесса, так и конструктивная непроработанность литьевой формы.
На литьевой детали с дефектом недолива отсутствуют один или несколько элементов. В результате ухудшается эстетическое восприятие готового элемента, теряется его функциональное назначение. Ярким примером недолива является отсутствие зубцов на литьевой пластиковой вилке.
Альтернативное название: неполный впрыск
Международное название: short shot

Лопаты для снега.
(архив фотографий Сервисной службы EASTPLAST)
Характерные признаки и физические причины появления недолива
С наибольшей вероятностью дефект возникает в полостях сложной конфигурации, в местах завершения движения расплава по литьевой форме, а также глухих элементах, где затруднен отвод воздуха.
Наиболее вероятными причинами дефекта «недолив» становятся малые давление и скорость течения потоков расплавленного полимера по внутреннему объему литьевой формы, включая узкие труднодоступные полости.







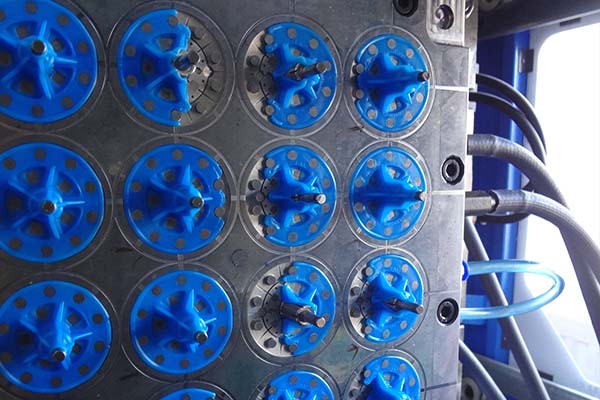
Недолив на некоторых дюбелях.
(архив фотографий Сервисной службы EASTPLAST)
Особенности материалов и/или технологических процессов, ставшие причиной дефекта «недолив» |
Методы их устранения |
|
Впрыск производится с недостаточным давлением |
Отрегулировать значение давления впрыска |
|
Маленькая скорость течения расплава на операции «впрыск» |
Скорректировать параметры операции «впрыск» – повысить скорость впрыска |
|
Доза впрыска слишком мала |
Увеличить объем полимера при наборе дозы |
|
Операция «выдержка под давлением» производится при недостаточном значении давления |
Увеличить значение давления «выдержки под давлением» |
|
Слишком короткое время впрыска или раннее время активации «выдержка под давлением» |
Скорректировать технологический процесс |
|
Низка температура материального цилиндра, ввиду чего, недостаточная текучесть полимера |
|
|
Слабый разогрев литьевой формы |
Поднять и контролировать температуру литьевой формы |
|
Недостаточное время «выдержки под давлением» |
Определить оптимальное время выдержки под давлением и внести необходимые изменения в технологический процесс |
|
Низкое значение ПТР полимера |
Использовать полимер с более высоким значением ПТР |

Недолив на детали сантехнического назначения.
(архив фотографий Сервисной службы EASTPLAST)
|
Конструктивные особенности литьевой формы, ставшие причиной дефекта |
Рекомендуемые мероприятия |
|
Малая толщина выступающих элементов и/или узкие полости препятствуют затеканию расплава полимера |
Изменить конструкцию литьевой формы в части увеличения/расширения геометрических размеров внутренних элементов и полостей |
|
Затруднённое воздухоудаление из внутреннего объема литьевой формы |
Внести изменения в конструкцию, чтобы обеспечить свободное удаление воздуха |
|
Сопло впрыска имеет слишком маленький диаметр |
Использовать сопло с большим сечения впускного отверстия |
|
Малое сечение литников |
Изменить конструкцию литьевой формы в части увеличения сечения литниковых каналов, а при необходимости изменить их конфигурацию |
|
Неудачная конструкция впускного канала |
Доработать узел впускного канала литника |
|
Слабая конструктивная проработка литниковой системы* *– для многогнездных форм |
Сбалансировать многогнездную форму для оптимизации течения потоков расплава полимера по внутреннему объему формы |
|
Износ запорного кольца шнека. |
Заменить |

Детали электротехнического назначения.
(архив фотографий Сервисной службы EASTPLAST)

Полка сборной этажерки.
(архив фотографий Сервисной службы EASTPLAST)
Сократить вероятность появления недолива изделия частично позволяет использование термостатов. О назначении, устройстве и принципе работы термостата для пресс-форм в статье: https://east-plast.ru/stati/ustroistvo-naznachenie-i-princip-raboti-termoststa-dlya-press-form