Дефекты литья. Облой при литье пластмасс.
Литье пластмасс под давлением – сложный технологический процесс, требующий предусмотреть множество факторов, непосредственно влияющих на последующую функциональность и эстетичность изделия. В результате нарушений режима литья, отклонений в конструкции пресс-формы, неправильно подобранном материале на готовом изделии могут возникать различные дефекты литья. Один из таких дефектов – облой.
Облой – изъян, возникающий при затекании расплавленного полимера в зазоры неплотно сомкнутых литьевых форм (пресс-форм). На готовой детали проявляется в виде тонкостенных пленок (перепонок) на стыке элементов пресс-формы. Другие названия облоя - грат, перелив, flash, overflow.

Стекло для противогазной маски. Облой возле точки впрыска.
(архив фотографий Сервисной службы EASTPLAST)
Причины появления облоя
1. Одной из основных причин появления облоя при литье пластмасс считается избыточное давление расплава полимера, которое воздействует на стенки пресс-формы. В результате увеличивается зазор между примыкающими поверхностями литьевых форм. В него поступает расплавленный полимер, образуя облой. Данная причина характерна при изготовлении полимерных изделий с тонкой стенкой и/или большими расстояниями затекания расплава полимера.
2. Высокая температура способствует повышению текучести полимера. Расплав такого материала свободно заполняет все доступные полости, и, как следствие, приводит к появлению облоя.
3. У изделий сложных форм может появляться облой на стыках формообразующих деталей из-за недостаточной притирки соприкасаемых металлических частей пресс-формы.
4. Недостаточное усилие смыкания термопластатомата (неправильно подобран размер ТПА или выставлено неправильное усилие смыкания) также может стать причиной облоя. В этом случае под действием давления литья стенки форм размыкаются между собой, увеличивая зазор, куда поступает расплав полимера.
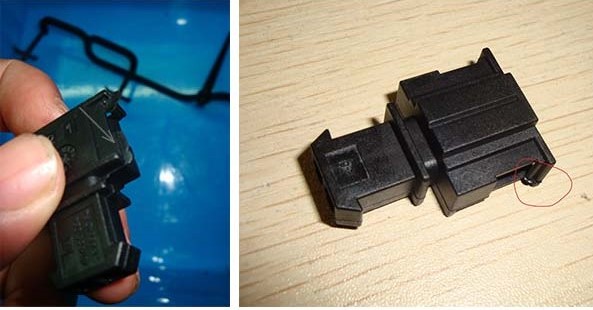
Колодка клеммная. Облой по плоскости разъема формы.
(архив фотографий Сервисной службы EASTPLAST)











Способы устранения облоя
|
Свойства материалов и особенности технологического процесса, ставшие причиной облоя |
Мероприятия для устранения |
|
Недостаточное усилие смыкания элементов пресс-формы |
|
|
Чрезмерно высокое давление впрыска |
Скорректировать технологический режим – уменьшить давление впрыска, при необходимости скорость впрыска |
|
Неправильно выбранная точка переключения с впрыска на выдержку под давлением. |
Корректировка точки переключения. |
|
Высокая температура расплава |
Уменьшить нагрев пластикационного цилиндра в режиме «литье» |
|
Чрезмерно высокая температура пресс-формы |
Обеспечить отвод тепла, тем самым снизить температуру пресс-формы |
|
Повышенная текучесть расплава |
Подобрать полимер по ПТР – показатель текучести расплава |

Пластиковый корпус для электрической катушки. Облой по линии разъема формы.
(архив фотографий Сервисной службы EASTPLAST)

Дюбель. Облой по плоскости разъема.
(архив фотографий Сервисной службы EASTPLAST)
|
Конструктивные особенности пресс-формы, влияющие на появление облоя |
Методы устранения |
|
|
Выполнить проектирование и изготовить новый образец пресс-формы с учетом повышенных требований по жесткости, при необходимости применить новые более прочные материалы |
|
Неполная герметизация пресс-формы, наличие зазоров в местах соприкосновения формообразующих деталей |
Выявить зазоры и доработать пресс-форму |
|
Неполное смыкание прилегающих поверхностей по причине перекоса |
Устранить причину перекоса |
|
Возникновение локальных распирающих усилий при изготовлении деталей сложных объемных форм |
Увеличить количество упоров Использовать термопластавтомат со смыкающим узлом другой конструкции |
|
Неполное заполнение гнезд пресс-формы материалом |
Внести изменения в конструкцию, при этом особое внимание уделить сбалансированной литниковой системе. |
|
Снижение характеристик пресс-формы по сроку эксплуатации |
Выполнить ремонт износившихся элементов, при необходимости заменить пресс-форму целиком |
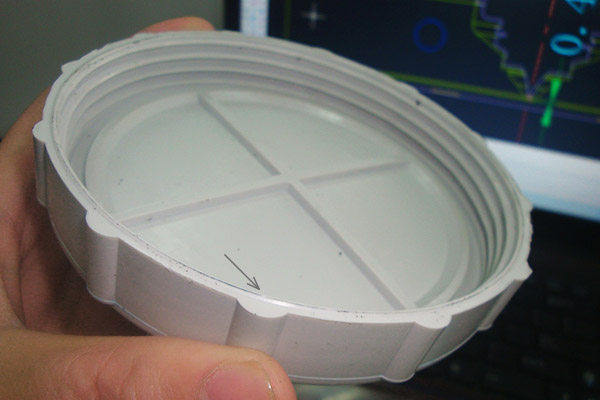
Канализационная заглушка. Облой по резьбовому знаку.
(архив фотографий Сервисной службы EASTPLAST)

Канализационный фитинг. Облой в месте контакта пуансонов
(архив фотографий Сервисной службы EASTPLAST)
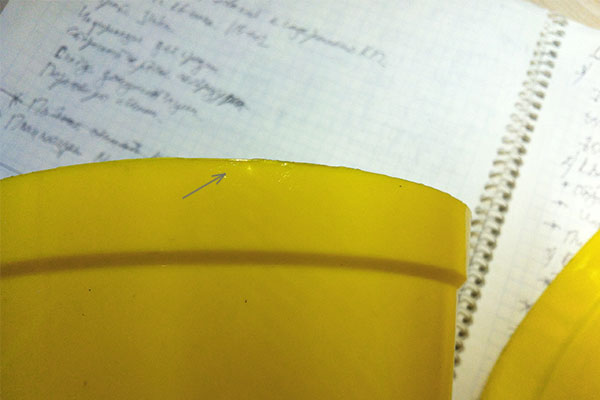
Цветочный горшок. Облой по плоскости разъема.
(архив фотографий Сервисной службы EASTPLAST)