Дефекты при литье пластмасс под давлением. Линия спая.
Линия спая – один из дефектов полимерной детали изготовленной методом литья под давлением. Визуально выглядит в виде едва заметной линии протяженной длины. Возникает на месте смыкания нескольких (как минимум двух) потоков расплава во время заполнения литьевой формы. Наличие такого дефекта, как правило, ухудшает визуальные (декоративные) и прочностные характеристики детали.
Основным источником линий спая является конструктивные особенности литьевой формы. Например, вставка во внутреннем объеме литьевой формы. Она становится препятствием для потока расплава полимера и разделяет его.
Альтернативное название: стыковой шов, «холодный» шов, «горячий» спай
Международное название: melt line, meld line, streaming weld line, hot weld, weld line, butt weld, cold weld
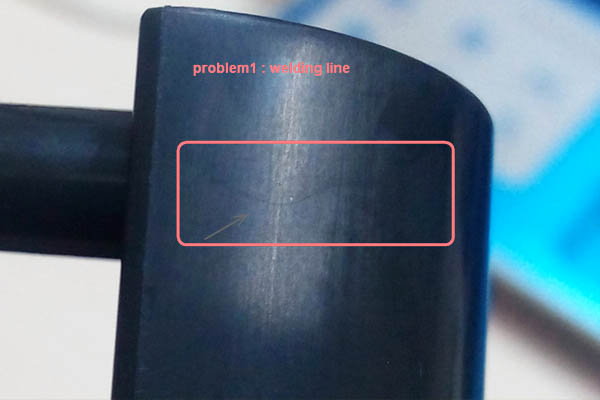
Линия спая на ручке для ящика.
(архив фотографий Сервисной службы EASTPLAST)
Характерные признаки и физические причины появления линий спая
Помимо видимой тонкой линии в области смыкания фронтов расплава, в районе линии спая на поверхности может пропасть глянец, изменится окраска или появятся насечки в виде бороздок или царапин.
На прочность детали в районе линии спая влияют:
- температура расплава,
- давление и угол контакта.
Очевидно, что деталь по линии спая менее прочная, в сравнении с её монолитной областью. Так, прочность полимерных деталей с волокнистым наполнителем может составлять 30-40% прочности монолитного материала.







Способы устранения линий спая
|
Особенности материалов и/или технологических процессов, ставшие причиной брака «линия спая» |
Методы их устранения |
|
Быстрое остывание расплава ввиду недостаточной скорости впрыска |
Пересмотреть технологию в части увеличения скорости впрыска |
|
Низкая температура расплава полимера при выполнении операции впрыска |
Пересмотреть технологию: понизить вязкость расплава за счет увеличения его температуры |
|
Недостаточный разогрев литьевой формы |
Пересмотреть технологию: поддерживать высокую температуры литьевой формы при ее наполнении расплавом полимера |
|
Используемые полимеры обладают избыточной вязкостью |
Подобрать материал с более высоким показателем текучести расплава (ПТР) |
|
Во время подготовительной операции нанесено избыточное количество технологической смазки на внутреннюю поверхность литьевой формы |
|

Линии спая на мебельной ручке.
(архив фотографий Сервисной службы EASTPLAST)
Конструктивные особенности литьевой формы, ставшие причиной брака |
Рекомендуемые мероприятия |
|
Неудачное месторасположение литниковых каналов |
Внести изменения в конструкцию литьевой формы с тем, чтобы линии спая на поверхности полимерной детали сместились в незаметную слабонагруженную область |
|
Характеристики поверхности, например ее шероховатость, визуально выделяют линию спая на полимерной детали |
Сделать более незаметной линию спая, для этого направление микронеровностей расположить перпендикулярно линии спая |
|
Потоки расплава, которые образуют линию спая, встречаются под небольшим углом |
|

Линии спая на колпачке для косметики.
(архив фотографий Сервисной службы EASTPLAST)