Дефекты литья. Деформация при сбросе.
Деформация при сбросе или залипание изделий в форме – дефект проявляется при извлечении готового пластмассового изделия из пресс-формы. На этом этапе, после полного остывания и отвердения полимерного материала, подвижная часть формы по направляющим отводится от неподвижной, а толкатели начинают давить на готовое пластмассовое изделие. Величина этого усилия может достигать больших значений и зависит от ряда факторов. В их число входит:
- степень адгезии полимерного материала к внутренней поверхности пресс-формы
- объемная сложность изделия, дополненная конструкторскими ошибками при проектировании пресс-формы, малая площадь толкателя.
Альтернативное название: отпечатки от выталкивателей, складки
Международное название: pin mark, (sticking), buckling
Деформация при сбросе детали автомобильного обогревателя
(архив фотографий Сервисной службы EASTPLAST)
Характерные признаки и физические причины
Дефект проявляется в виде белых пятен, изломов, выпуклостей в зоне соприкосновения толкателя с поверхностью пластмассового изделия. В отдельных случаях, при большой толщине полимера в этой области, можно наблюдать образование складок.
Белые пятна и т.п. свидетельствуют о структурных изменениях полимерного материала, вызванных значительными напряжениями в зоне контакта выталкивателя с готовым изделием.
Затрудненное извлечение, наиболее характерно для тех деталей, которые имеют поднутрения.







|
Особенности материалов и/или технологических процессов, ставшие причиной дефекта «деформация при сбросе» |
Методы их устранения |
|
Высокое давление «выдержка под давлением» – переуплотнение |
Скорректировать величину давления операции «выдержка под давлением» |
|
Длительное время выполнения ТО «выдержка под давлением» – переуплотнение |
Сократить время выполнения ТО «выдержка под давлением» |
| Позднее начало выполнения ТО «выдержка под давлением» – переуплотнение | Подобрать оптимальное время начала ТО «выдержка под давлением» |
| Малое время охлаждения | Скорректировать значение |
| Пресс-форма имеет высокую температуру | Увеличить охлаждение пресс-формы |
| Сильная адгезия полимера и стенок формы |
|

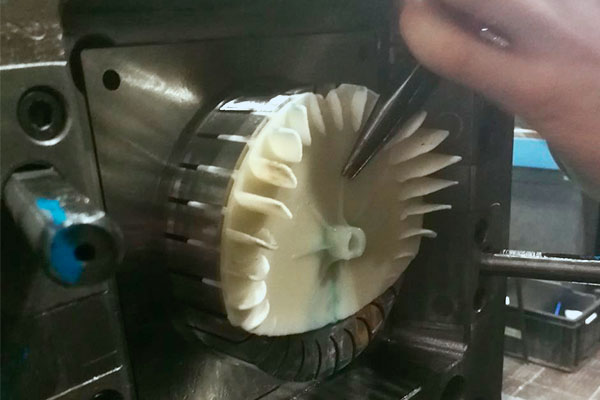
Детали автомобильного обогревателя. Залипание в пресс-форме
(архив фотографий Сервисной службы EASTPLAST)
|
Особенности материалов и/или технологических процессов, ставшие причиной дефекта «деформация при сбросе» |
Методы их устранения |
|
Величина литейного уклона ниже допустимой |
Скорректировать значение |
|
Внутренняя поверхность пресс-формы имеет высокую шероховатость, препятствующую извлечению готовой детали |
Выполнить конструкторские доработки пресс-формы |
| При извлечении возникает разрежение | Добавить клапаны пневмосдувов или воздушные каналы |
| Незначительная площадь соприкосновения выталкивателей с готовой деталью | Увеличить площадь выталкивателей |
| При извлечении изделие заклинивает в пуансоне | Выполнить конструкторские доработки изделия |
| Непроработанная система охлаждения, провоцирующая возникновение горячих зон | Выполнить конструкторские доработки системы охлаждения |
| Недостаточная чистота внутренней поверхности пресс-формы, особенно в областях малых поднутрений | Доработать (отполировать) пресс-форму с учетом замечаний |